- トップ
- ものづくり基礎知識32 機械加工/金属加工の知識:測定・評価①
ものづくり基礎知識32 機械加工/金属加工の知識:測定・評価①
2023年3月6日
これまでに紹介してきた板金加工や溶接など図面に基づいて加工を行った後、意図どおりに加工されたかどうかを測定によって判断することが必要です。 今回はものづくりの原点でもある測定と評価をとりあげます。
製品品質を保証する測定
図面には基準値となる「狙い値」と、許容範囲を示す「公差」とが記載されます。
たとえば棒状に長さ85mmの部品を作る場合、その85mmが狙い値となりますが、実際の加工においては84.92mmや85.03mmなどの誤差が生まれることになります。この狙い値に対する誤差を許容しないと、製造の現場ではほとんどの製品がNGとなってしまうため、たとえば±0.05までは許容すると図面で設定します。この許容できる範囲の設定を公差と言います。
最小許容範囲(下限値)と最大許容範囲(上限値)との間が合格範囲となり、先ほどの例では85mmの狙い値に対して±0.05の誤差の場合、84.92mmはNGで85.03mmでは合格ということになります。
真の値/測定値/測定誤差
部品や製品の真の値に対し、測定時には基本的に必ず誤差が含まれ測定値は真の値と異なる値になります。測定器自体のバラツキや温度変化や劣化による影響、測定者の経験や技量によるバラツキや測定個所の違い、異物の付着などのさまざまな原因で測定誤差が生まれます。
測定誤差を可能なかぎり解消するためには、測定器のスペックや測定用途を合わせたり測定環境が一定になるように整えるだけでなく、測定者の訓練も必要になります。
また測定器自体の誤差が生まれないよう、誤差が限りなくゼロに近い測定器を基準として補正を実施します。この作業を校正(キャリブレーション)と呼び、定期的に実施することで信頼性の高い測定が可能になります。
寸法精度と温度
材料は温度が上がることで膨張し、サイズが変化します。
また材料によって膨張の割合が異なり、プラスチックやアルミニウムなどは膨張率が大きく、セラミックなどは膨張が少ない材料と言えます。夏や冬の製造現場では冷暖房で室温も大きく変動しますので、測定時には注意が必要です。
JIS規格では寸法精度は20℃の環境下で行うと定められています。そのため、20℃で室温が保たれた恒温室で高精度の加工や検査を行うことになります。
測定器の種類
測定器の種類を一部、紹介します。
| 分類 | 測定器の種類 | 最小読取り値 | |
|---|---|---|---|
| 長さ | 直接測定 | 直尺・曲尺 | 0.5㎜ |
| ノギス | 0.01㎜(デジタル) 0.05㎜(アナログ) |
||
| マイクロメータ | 0.001㎜(デジタル) 0.01㎜(アナログ) |
||
| ハイトゲージ | 0.01㎜(デジタル) 0.05㎜(アナログ) |
||
| 三次元測定器 | 0.0001㎜など | ||
| 間接測定 | ダイヤルゲージ | 0.001㎜~0.01㎜ | |
| すきまゲージ | 0.03㎜ | ||
| 限界栓ゲージ | ー | ||
| ブロックゲージ | ー | ||
| 感熱紙 | ー | ||
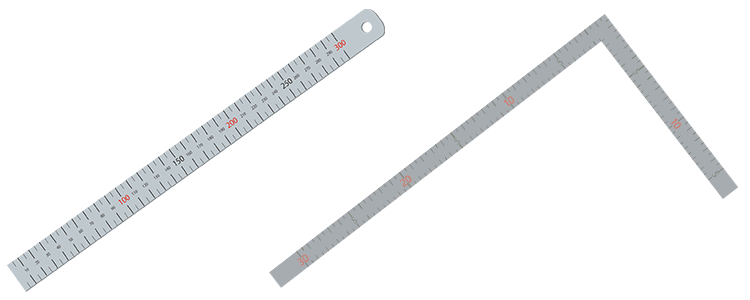
直尺はスケールとも呼ばれ、150mm~1m程度の長さを測定します。特に150mmスケールは使い勝手の良さから加工の現場では必需品になっています。
曲尺は90°のL字形のモノサシで、寸法測定などに使用されます。
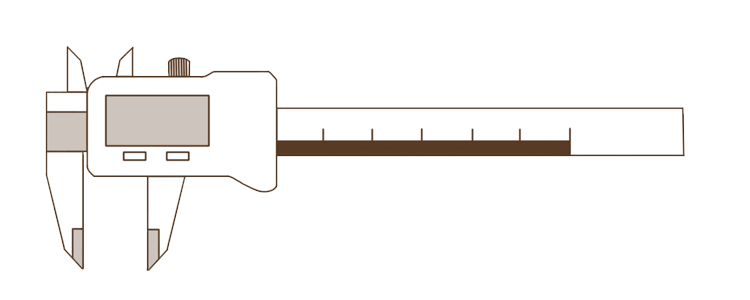
ノギスは測定物をはさみこんで長さを測る構造で、1本のノギスで外側測定・内側測定・深さ測定が可能です。また直尺よりも正確な測定が見込めます。
次回はその他の測定器のご紹介を行います。
ヒガメタルは大田区のものづくり企業として、高精度の加工のご依頼もしばしばお引き受けしています。 お気軽にご相談ください。