- トップ
- ものづくり基礎知識20 機械加工/金属加工の知識:溶接について
ものづくり基礎知識20 機械加工/金属加工の知識:溶接について
2022年1月31日
溶接はものづくりにおいて材料同士をつなげる際にもっとも頻繁に用いられる加工方法です。
接合したい材料(母材)を熱や圧力で溶かして、2つ以上の材料を一体化させます。
紀元前の古代から受け継がれてきた技術で、現代では産業用ロボットが広く使われるようになっていますが、同時に細やかな作業や難易度の高い溶接に関しては人の手で行われています。
今回は、自動車や飛行機等の輸送機関や身近な建築鉄骨や家具などまで、広く活用されている溶接について紹介します。
接合の強固さが必要な際に用いられる溶接
ものづくりにおいて材料同士を接合する場合、おおまかに分けて
「溶接」「ねじ」「はめあい」「接着剤」「リベット」といった方法が存在しています。
その中でも溶接は金属同士を組織的に結合させ、もっとも強固に接合させることが可能な加工方法です。
溶接の最大の利点はコストダウンと時間短縮を実現できる点です。
頻繁に使用されるT型やH型の部品を用意する場合、その形状を切削加工で作るには非常に手間隙がかかるだけでなく、多くの切りくずが出てきますが、溶接を用いて平らな材料同士を接合することで早く安く作成が可能になります。
ただし、溶接は加工時の熱などにより材料にひずみなどを生じさせることもありますので、場合によっては溶接後の加工なども必要です。
| 接合法 | 接合部の強固さ | 取り外しの容易さ | 大まかな特性 |
|---|---|---|---|
| 溶接 | 高い | 難しい | ・相当に強固な接合が可能 ・コストダウンがはかれる |
| ねじ | 普通 | 易しい | ・加工コストを抑えられる ・ねじを外すことで接合部の取外しが可能 |
| はめあい | 普通 | 普通 | ・ねじが使えない場合に効果的 ・精度の高い加工が可能 |
| 接着剤 | 低い | 難しい | ・加工コストを抑えられる ・接合強度の信頼性は低い |
| リベット | 普通 | 難しい | ・接合作業が容易で、仕上がりも綺麗になる ・接合後に取り外すことは難しい |
溶接の分類
溶接は大きく分けて「融接」「圧接」「ろう接」の3つに分類されます。 さらにそれぞれの中でもアーク溶接や抵抗溶接など、手法や使用する機器などの違いで細かく分けられます。
| 溶接の大分類 | 含まれる溶接方法 |
|---|---|
| 融接 | ・ガス溶接 ・アーク溶接 - 非消耗電極式(TIG溶接、プラズマ溶接) - 消耗電極式(被覆アーク溶接、MAG溶接、MIG溶接 etc.) ・レーザー溶接 ・電子ビーム溶接 ・エレクトロスラグ溶接 |
| 圧接 | ・ガス圧接 ・摩擦圧接 ・抵抗溶接 - 重ね抵抗溶接(スポット溶接、シーム溶接 etc.) - 突合せ抵抗溶接(アプセット溶接、フラッシュ溶接 etc.) ・拡散接合 ・超音波圧接 ・爆発圧接 |
| ろう接 | ・ろう付け ・はんだ付け |
融接について
溶接の中でもっとも一般的な方法で、金属材料の接合部分を溶かすか、あらかじめ用意した溶けた金属(溶加材)を接合部に加えて、金属が冷却して固まることで強固に接合させる方法です。 中でも代表的なものにアーク溶接、ガス溶接、レーザー溶接などがあります。
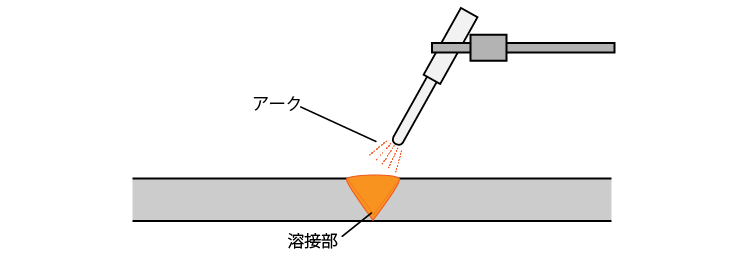
▽アーク溶接
アーク放電と言われる放電現象を利用した溶接方法で、放電現象によって生じる強い光と超高熱で金属を溶融して接合させます。
アーク放電では中心部は最大20,000℃、外周部でも5,000℃以上に達し、融点が高い金属でも容易に溶かすことが可能です。
実際の作業時には溶接機とつながっている電極を接合させたい部分にこすりつけてアークを発生させ、金属を溶かしていくことになります。
基本的にアーク溶接はほとんどの金属での作業が可能で、また高い精度と強度で仕上げることが可能なため広く活用される加工方法です。ただし、アークの強い光のために接合部分が見にくいだけでなく、容易に金属を溶かすこともできるため高い精度で高品質な加工を行うには、高い技術力も必要とされることになります。
また、アーク放電は使用する電極やガスや溶加材などの違いから、TIG溶接、プラズマ溶接、被覆アーク溶接、MAG溶接、MIG溶接などさらに細かく分類されます。
▽ガス溶接
可燃性ガスを燃焼させ、その熱を利用して金属を接合させる加工方法です。 アーク溶接ほどの高熱は出ないため接合完了までの時間がかかりますが、アークのような強い光は出ないので加工部分が確認しやすく、また温度調整がしやすく作業が進めやすいといった利点もあります。
▽レーザー溶接
レーザー光を接合部分に照射してその熱で溶接する加工方法です。
微小なレーザー光を使って溶接するため、ごく小さな部分の接合が可能で、精密機械の加工などで頻繁に活用されます。また、熱量も小さく材料のゆがみなども少なくなります。
ただし、レーザー溶接機は高価で一定の設備投資が必要になるため使用される場面は限られます。
圧接について
圧接は接合部に機械的圧力を加えることによって接合する方法で「加圧溶接」を略した呼称です。
ただ、実際には接合部分に圧力だけでなく電気やガス、摩擦などの熱も加えて加工を行います。 圧殺にはガス圧接、摩擦圧接、抵抗溶接、爆発圧接などの方法が存在します。
▽抵抗溶接
抵抗溶接は重ね合わせた材料同士の接合部分を電極で挟み込んで電流を流し、接合部位の接触抵抗によって発生するジュール熱でお互いを溶融接着させ接合を行う方法です。
プロセスを自動化しやすくまた短時間で溶接が可能なため、安価に大量に製品を製造する場合などに適しています。
抵抗溶接の中でも接合部分が点になっている方法のことを「スポット溶接」と呼び、作業効率が良いことから自動車の製造過程などに広く普及しています。

ろう接について
ろう接は母材よりも融点の低い金属(溶加材)を溶かして接合部の隙間に浸透させる加工方法で、主に銅製品などに用いられます。
なお、融点が450℃以上の溶加材を用いる方法を「ろう付け」と呼び、はんだ付けよりも高い強度での接合となります。 溶加材の融点が450℃以下の場合は「はんだ付け」と呼ばれ、導電性が高い状態で仕上げることが可能ですので、電子部品の組み立てなどに広く普及しています。
ヒガメタルでは、今回紹介した溶接も自社や協力工場で広く積極的に実施しています。
大田区のものづくり企業として、お客様の事情や納期を踏まえ最適な加工方法を選択して製作を行っていますのでお気軽にご相談ください。